A premier bronze foundry with a large collection of bronze sculptures, lighting, furniture and fountains.
Beautiful Things
From palaces and museums, parks and streets, we capture all beautiful things and reproduce them for your home and spaces.
Style & Quality
All our products are sculpted by Thailand leading artisans, with strong reference to European world heritage, in the famous Neo-Classical, Renaissance, Rococo and Contemporary styles.
BRONZESMITH has built a large collection over 700 designs, of interior and landscape products. Our forte lies in the finishing patinas (color), of which we keep the original heat treatment chemical method, not paint. We have over 80 colors available.
Products are handmade in our foundry located in Thailand by skilled artisans and "chang" Thai word for "craftman". Having been in the business for over 20 years, we have been recognized as the manufacturer of high quality products with good value. We have become an internationally trusted manufacturer of bronze & brass decorative items and our products have been placed in over 90 countries around the globe.
Custom Made Order
Let your creativity run free. Create your own exclusive designs.
At BRONZESMITH, we more than welcome custom made order request, be it just one piece or bulk. Interior designers, product designers, or owners of home, hotel and resort need to create pieces that suit their projects and fit to their individual tastes. The custom order process is simple!
If you have a picture or a sketch of the design you want, email or bring it to our showroom. Our experienced artist can build a wax model from scratch for you. When our artist has finished with his model, you could modify and correct the model until it meets your full satisfaction. After approval of model, production time is between 30-45 days, depending on the number of pieces and design.
We has a spectrum of classic as well as innovative finishing colors, or patinas, for you to choose for your items.
Price Inquiry
All products have code number (such as BRxxxx). Please email us on interested item numbers and we will send you quotation.
100% Handmade
BRONZESMITH specializes in the production of bronze & brass decorative items by employing the traditional Lost Wax Casting Process. This method has began since 5700 years ago and has been an important method used in art & culture scenes, weapons, industrial and jewelry.
The whole process is handmade in every single steps:
- Model-making. An artist creates an original model from wax, clay, or another material.
- Mouldmaking. A mould is made of the original model or sculpture. The rigid outer moulds contain the softer inner mould, which is the exact negative of the original model. Inner moulds are made of latex, polyurethane rubber or silicone, which is supported by the outer mould, which is made from plaster. This mould can be used to make multiple copies, limited only by the durability of the mould.
- Wax. Once the mould is finished, molten wax is poured into it and swished around until an even coating, usually about 3 mm thick, covers the inner surface of the mould. This is repeated until the desired thickness is reached. The mould is turned upside down and the wax layer is left to cool and harden. With this method it is difficult to control the overall thickness of the wax layer. This hollow wax copy of the original model is removed from the mould.
- Chasing. Each hollow wax copy is then "chased": a heated metal tool is used to rub out the marks that show the parting line where the pieces of the mould came together. The wax is dressed to hide any imperfections and the wax now looks like the finished piece.
- Spruing. The wax copy is sprued with a treelike structure of wax that will eventually provide paths for the molten casting material to flow and for air to escape. The carefully planned spruing begins at the top with a wax "cup".
- Investing. A sprued wax copy is covered in the plaster slurry and the process is repeated until at least a half-inch coating covers the entire piece. Only the cup is not covered. Wire is used to tighten the invested shell to prevent expansion during heating. The invested shell is then heated so that wax will burn off, leaving the cavity hollow, ready for the molten metal. The shell also has to be hot because otherwise the temperature difference would shatter it.
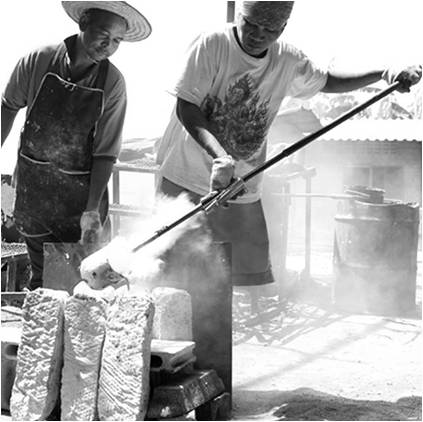
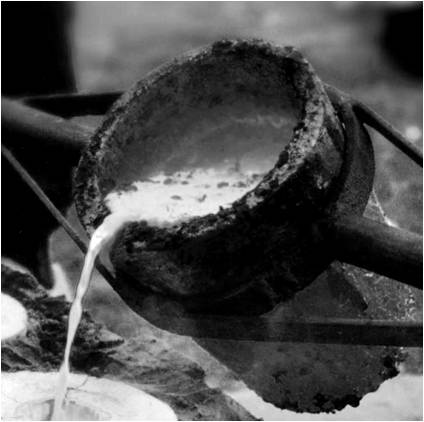
- Pouring. Metal is melted in a crucible in a furnace, then poured carefully into the shell via the cup. The filled shells are then allowed to cool.
- Release. The shell is hammered or sand-blasted away, releasing the rough casting. The sprues are cut off, the material to be reused in another casting.
- Metal-chasing. The casting is worked until the telltale signs of the casting process are removed, so that the casting now looks like the original model. Pits left by air bubbles in the casting and the stubs of the spruing are filed down and polished.